

- 鉛化焊接中的熱風整平技術
- 各種焊接效果的對比
- 操作溫度在250℃~260℃之間
- 銅含量達到大約0.5%
鉛在電子工業中有著非常廣泛的應用需求,這是因為它的價格比較低廉,同時具有良好的導電性和相對較低的熔點。然而,根據有關的國際公約,特別是歐盟的規定:許多國家和電子產品用戶的技術標準都規定,在提供銷售的商品中要消除有害材料一一鉛的使用。因此盡管它的應用非常普及,但在電子行業中人們還是在不斷地尋找鉛的替代品。
1 在無鉛化挑戰中的熱風整平技術的思考
熱風整平(HotAirLeveling,簡稱HAL)的工作原理是利用熱風將印制板表面及孔內多余焊料吹掉,剩余焊料均勻涂覆在焊盤及無阻焊料線條、表面封裝器件上面。
熱風整平的工藝比較簡單,主要是:放板、熱風整平前處理、熱風整平、熱風整平后清洗和檢查等。熱風整平的工藝雖然簡單,但是,若想熱風整平出優良合格的印制板還有很多的工藝條件需要掌握,例如:焊料溫度、風刀氣流溫度、風刀熱風壓力、操作時間和提升速度等等。這些條件都有設定值,但操作時又要根據印制板的外在條件及加工單的要求作相的調整變化,例如:板厚、板長、單面、雙面和多層板。它們所采用的條件是有差異,只有熟悉掌握各種工藝參數,根據印制板的不同的類型和要求,進行耐心細致地設備調整,才能用熱風整平出合格的印制板。
約10年前,在全世界所有PCB組件中的80%以上仍然采用熱風整平工藝技術。3年前,在所有PCB組件中仍然有超過60%的采用熱風整平作為PCB表面處理方式。然而到目前為止,絕大多數的研究工作是針對利用化學鍍鎳浸金(ElectrolessNickellm-mersionGold,簡稱ENIG)、浸銀、浸錫和有機焊料防護(OrganicSolder:Preservative,簡稱OSP)對PCB組件進行表面涂覆處理。針對PCB組件的無鉛化熱風整平處理常常被人遺忘。
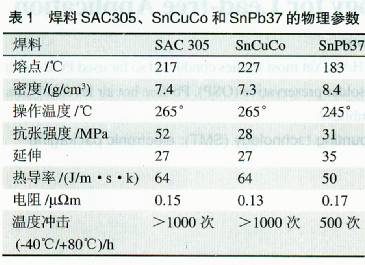
無鉛化合金熱風整平工藝技術可分為兩大類:SnAgCu合金和SnCu合金。盡管說SnCu基合金與SnPb37的熔化點之間有固定的差異(44℃),但當這兩大類合金在用于裝配和熱風整平處理的時候,工藝操作溫度的實際差異在10℃~20℃之間。在采用熱風整平工藝、波峰焊接和SMT。焊接設備進行操作時,SnPb合金通常在250℃~260℃的溫度范圍內進行操作,而SnCuCo合金的工藝操作溫度在260℃一270℃的范圍內,SAC305合金在255℃.265℃的溫度范圍內。表l詳細列舉了一些無鉛化焊料和SnPb合金的物理參數。
當選擇無鉛化合金的時候,是選兩種成分還是三種成分,應該有不同的考慮。首先,二元合金比起三元合金來在材料方面顯得相對簡單。其次,在熔點溫度方面10℃的差異意味著在通孔波峰焊接應用方面的機會很小,但是同樣的10℃在再流焊接加熱爐中都顯得較大,在再流焊接加熱爐中呆的時間相對較長。同樣,由于這二類合金能夠與所有的其它電路板上的表面涂覆相適應,所以似乎不需要花費額外的費用在含銀合金上面,以求能夠滿足波峰焊接和熱風整平的需要。
[page]
2 相關的測試工作
為了能夠產生與SnPb37相媲美的效果,人們在期待理想的無鉛化替代焊料時,會要求能夠與SnPb37一樣潤濕銅的表面。美國MetallicResourcesInc公司的技術人員為了驗證上述焊料在熱風整平中的表現情況,對此開展了一系列的測試和研究工作,下面予以介紹。
美國:MetallicResourcesInc公司的技術人員采用了潤濕天平(WettingBalance)作為測試的主要手段。通過對SnCuCo的潤濕情況評估,以確定在現有的溫度條件下能否達到最理想的潤濕效果。該測試項目被作為SnCuCo合金和SnPb37潤濕特性之間進行比較的一種方法,測試工作是在一臺Metronelec潤濕天平上進行的。
利用潤濕天平首先對SnPb37材料進行測試,所采用的溫度為250℃(為推薦采用的操作溫度),從而建立起一個基準值,用來與所選用的無鉛化焊料合金進行比較。
對SnPb37合金的測試:
溫度:250℃;
最大潤濕力:0.32mN/mm:
達到最大潤濕效果的時間:0.241s;
在1.125s時的平均力:0.32mN/mm。
接下來,通過潤濕天平對SnCuCo合金進行了測試:
溫度:250℃、255℃、265℃、275℃:
最大潤濕力(mN/mm):~0.30、~0.30、>0.3l、>0.31:
達到最大潤濕效果的時間(s):~0.27、0.26、~0.24、~0.24:
在1.125s時的平均力(mN/mm):0.29、0.30、0.31、0.30。
3 對潤濕性測試結果的分析
在測試觀察時間方面將時間段設置為10s,該時間段是兩大類材料之間的最小時間劃分。對表面涂覆的檢查顯示SnPb37,就統計意義來說在所有的溫度段與無鉛化焊料存在著差異。從潤濕起始1s開始進行密切的檢查,在熱風整平和波峰焊接中給予平均2s的接觸時間是非常重要的,在再流焊接中較長的接觸時間顯示了兩組之間的差異。在理想的潤濕狀態下面,為了能夠達到最大的潤濕效果應該在開始階段盡可能地呈現出陡升的狀態。
SnPb37在它的上升過程中幾乎是以不變的斜率上升的。無鉛化焊料在250℃-255℃的時候緩慢地開始潤濕。在265℃~275℃的時候,上升的速率非常接近理想的形狀。對于SnPb37來說焊料的潤濕是瞬間完成的;上升達到的最大的潤濕力是在0.24lS以內。最大潤濕力是可以達到可潤濕長度的0.32mN/mm。
對于SnCuCo來說,在265℃的時候潤濕現象也是在瞬問發生的。上升的斜率是不變的,它接近教科書上所述的,最大的潤濕力略低于0.31mN/mm。對于SnCuCo來說,在275℃的時候潤濕現象是在瞬間完成的。它的上升斜率與SnPb37組材料非常的相似,最大的潤濕力略微地低于0.31mN/mm。
對于Sn99.5Cu0.3Co來說它的潤濕特性曲線可以模擬SnPb37,在SnPb37的基礎上面增加15℃~25℃的操作溫度。在生產過程中增加預熱的溫度可以有助于補償所要求的溫度增加,它將有助于控制銅的溶解速率。在增加溫度的同時,潤濕力也會得到改善,從而與SnPb37相適應。
[page]
4 焊料中承載銅的能力
人們可以獲知在SnPb37焊料操作中能夠承載多少銅的重要數據。在J-STD一00l中表示最大的銅含量為0.3%。通過多年SnPb焊接工藝所獲取的經驗表明,在操作溫度在250℃~260℃之間,銅含量達到大約0.5%的時候,會對焊料的性能產生不利的影響。令人感到遺憾的是,對于無鉛化焊料合金來說類似的數據還沒有建立起來。SnCu0.7中的共熔合金SnCu己經擁有的銅含量大大超出在SnPb焊接工藝過程中能夠容忍的范圍。
美國MetallicResourcesInc公司的技術人員通過有關設備來確定新穎的無鉛化合金與SnPb合金在銅集中方面是否有相互關聯。他們將形狀大小和重量完全相同的純銅段材在不同的溫度情況下面被放入到具有SnCuCo和SnPb共溶合金的實驗池之中。實驗池所選擇的溫度以模擬焊接操作溫度為目標。銅片被浸入到流通的焊料池之中,時間為15min。在15min以后銅片被移出,然后從焊料池中取出樣品。焊料樣品利用發射分光光度計(EmissionSpectrophotometer)進行分析,然后再放回入焊料池中。

數據顯示(表2)銅溶解的速度受到溫度和己有銅含量的共同作用。當溫度增加的時候,溶解的速度也增加,當銅的含量增加時,溶解的速率會降低。從兩種合金的數據中可以得出推薦的操作溫度(對于SnPb37為250℃,對于SnCuCo為265℃℃),這是特別令人感興趣的。這兩種合金在它們所推薦的溫度點上標繪出一根曲線,可以發現它們符合對數回歸曲線的特性。
在SnPb37的曲線上顯示在0.1%銅含量下面溶解速率呈現快速上升的現象,而當銅含量達到0.35%的時候形成平穩的上升狀態,隨后當銅含量達到0.40%時,它幾乎呈現出一恒定的速率。行業內的經驗表明在這種銅聚集的周圍,焊料的性能開始發生惡化。當焊料中的銅含量達到0.5%的時候,各種各樣不良的現象會發生。
通過從SnCuCo合金上面所獲取的數據認識進行推斷,當焊料的操作溫度維持在265℃的時候,可以預計當焊料中銅含量大約在0.85%的時候可以獲得令人滿意的效果,當高于1.0%的時候性能會變壞。
一些其它值得注意的現象包括:對于初始銅含量大約為O.3%的未經使用的SnCuCo,與銅含量為0的新啟用的SnPb37相比較,在經歷各種溫度狀態下的研究后發現,銅溶解的速度顯得相當的慢。
[page]
5 銅厚度的減少
從現在的推測來看如果熱風整平采用高錫無鉛化焊料并處在一個較高的操作溫度下面的時候,將會從PCB組件上去除大量的銅。為了決定哪些是需要特別關注的問題,美國MetallicResourcesInc公司的技術人員通過熱風整平技術對PCB組件開展研究。從研究數據中可以看出,就從PCB組件上面移除銅來說,在SnCuCo合金和SnPb37之間沒有什么差異。
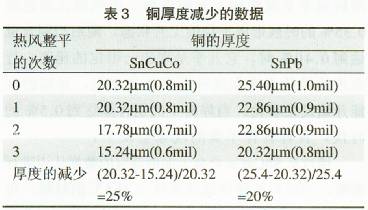
在通過第一次的時候,無鉛化合金比起SnPb37焊料除去的銅要少。同樣,當通過第二次的時候,僅有12.5%和10%被移除,在經歷第三次的時候僅有25%和20%的銅被移除(表3)。
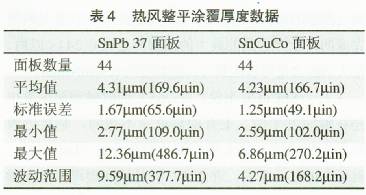
正如前文所談及的那樣,在實施PCB組件制造的時候,所采用熱風整平工藝的比例從高達所有電路板中的80%減少到大約60%。隨著要求具有平坦一致的表面(共平面)的SMT技術穩步發展,這種減少現象還會同步的發生。傳統的SnPb熱風整平工藝能夠提供具有令人滿意共面性的SMT電路板。現在關注的是無鉛化中熱風整平會產生什么問題,經無鉛化熱風整平的電路板會更好還是更壞,或者與經SnPb熱風整平工藝處理的PCB組件是否具有相同的共平面效果?美國MetallicRe—sourcesInc公司的技術人員為此開始了一次又一次的試驗,結果表明SnCuCo比起傳統的SnPb共熔合金,會產生略簿一些、更趨共平面效果的涂覆。這些結果被反復地的進行研究。表4顯示了從一臺水平放置的熱風整平設備上實施這些試驗的一些測試結果。
6 對表面涂覆的測試
針對電路板可以采用包括熱風整平焊料涂覆在內的許多不同的板表面涂覆技術。美國MetallicRe—sourcesInc公司的技術人員為了確定如何對SAC305和SnCuCo焊膏進行潤濕,開展了費用昂貴的測試工作,以求能夠在目前所有可以采取的表面涂覆技術中尋找到能滿足要求的電路板表面處理技術。將已知的每一種焊膏利用不同的板涂覆技術對試樣進行涂覆,然后將它們放置在所推薦的操作溫度卜進行再流焊接,其中對SAC305采用255,而對SnCuCo采用265℃。圖1顯示了SnPb37在水溶性和非水溶性焊膏中的潤濕情況(Sn63WSPaste為水溶性焊膏、sn63NCPaste為免清洗焊膏),這里采用了五種類型的電路板表面處理方式。對于每一種板涂覆技術分別測試了10件樣品,最左邊的一列為熱風整平涂覆,隨后為OSP、浸錫、浸銀和ENIG。測試結果顯示在水溶性和非水溶性焊膏兩種方式中浸銀會產生不良的潤濕后果,隨后是ENIG和OSP。在浸錫(見第三列)的實例中,焊膏散布在銅表面下方,從而形成金屬間的晶粒現象。
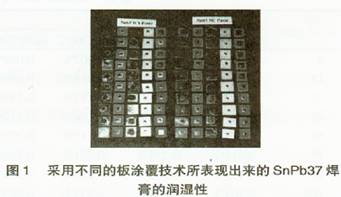
圖2顯示了焊膏通過薄薄的浸錫層(因為它在再流焊接的溫度條件下面很容易發生溶化現象)進入到銅表面形成散布現象的放大圖像,結果就形成了金屬間化合物,它將會導致不良的可焊性情況產生。參見圖1所示,熱風整平樣品顯示出產生了比OSP、浸銀和ENIG更大的潤濕面積。這種涂覆還不會擴展到銅的下方。

圖3顯示了SAC305水溶性和非水溶性焊劑在同樣的電路板表面涂覆處理情況下所反映出來的潤濕特性。同樣,浸銀處理后形成了最差的潤濕效果,隨后是OSP、ENIG和浸錫。經熱風整平技術表面處理的樣品在兩種情況下都顯示出具有較大的潤濕面積。[page]
圖4顯示了SnCuCo合會的潤濕特性。它與存采用了各種涂覆方式的電路板上的SAC305具有非常相似的效果。這也就說明SnCuCo至少與SAC305一樣,在電路板潤濕方面具有相同的性能。
為了能夠進一步方便地進行比較,圖5顯示了SnCuCo和SAC305在所有五種電路板涂覆形式中的潤濕特性。再一次,熱風整平表面涂覆處理表現出最好的潤濕效果,隨后是浸錫、ENIG、OSP和浸銀。
7對潤濕測試的總結
美國MetallicResourcesInc公司的技術人員通過上述的測試工作做出了總結,指出不同涂覆所產生的效果:

ENIG——潤濕效果不良。然而,標準的SnPb37焊膏能夠比SAC305和SnCuCo提供20%以上的擴散效果。
浸銀——在所有的焊膏中均表現出不良的潤濕效果。
OSP——對于具有鈷和SAC合金的材料表現出不良的潤濕效果。標準的SnPb37顯示可以達到超出30%以上的良好潤濕效果。
浸錫——標準的SnPb37趨向于通過完全去除掉非常簿的熔錫涂層而達到下面的銅層上面。有證據表明在涂層的外沿部分有金屬問化合物的跡象。
熱風整平——SnPb37顯示在涂層的邊沿沒有金屬間化合物的情況下具有良好的潤濕表現。同樣也顯示與鈷和SAC合金相結合具有適度的潤濕效果。
就整體而言,熱風整平電路板表面涂覆處理可以達到最佳的潤濕效果,它不會受到焊膏的影響。鉆的潤濕效果與SAC一樣好。于是廉價的鈷成為SAC的良好替代品。焊膏趨向于通過薄薄的錫層進入到銅巾進行擴散,從而引發銅的小瘤現象發生。浸銀表面處理方法在整塊電路板上展示出的潤濕效果最差。ENIG和OSP與SnPb37焊膏結合的表現略好一點。
美國MetallicResourcesInc公司的技術人員通過對經過不同表面涂覆處理的電路板進行合金涂覆測試后的平均情況比較,發現無論采用什么樣的無鉛化合金,所有焊膏都能夠與經過熱風整平涂覆的電路板很好的適應,展現了傳統的熱風整平技術在無鉛化工藝中的廣泛應用前景。


